 鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造、...
鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造、... 鑄造加工件我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造、...
鑄造加工件我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造、... 選礦機(jī)械配件鑄造件在鑄造過(guò)程中,金屬液可以完全填充模具,使零件的內(nèi)部結(jié)構(gòu)緊...
選礦機(jī)械配件鑄造件在鑄造過(guò)程中,金屬液可以完全填充模具,使零件的內(nèi)部結(jié)構(gòu)緊... 泵體閥門泵體閥門是用來(lái)開(kāi)閉管路、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫...
泵體閥門泵體閥門是用來(lái)開(kāi)閉管路、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫... 大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
120床身標(biāo)準(zhǔn):
120床身符合HT250的化學(xué)成分標(biāo)準(zhǔn)和達(dá)到機(jī)械性能實(shí)驗(yàn)的標(biāo)準(zhǔn)。
120床身材質(zhì):
為鑄鐵HT150-300,工作面硬度為HB170-350。
120床身技術(shù)要求:
1.鑄件重量3.1噸;澆冒口重量2噸;箱重5.1噸。金屬收得率61%。
2.冒口12只。其中保溫冒口4只;普通暗冒口4只;明冒口4只(按原來(lái)的不變)。
3.增加成型冷鐵8塊;原來(lái)每只側(cè)法蘭外端面的6塊冷鐵該為3塊方冷鐵,其余冷鐵按原來(lái)的排放不變。
4.澆注系統(tǒng)均由陶管排出。
5.砂箱高度:上箱總高度≥800MM;下箱總高度≥700MM。
6.冷鐵需噴丸除銹。表面無(wú)污物、粘砂等。
7.型砂采用面、背砂。外模表面覆蓋50-100MM厚度的新砂,其余用舊砂。
8.出氣棒直徑為30MM。
120床身質(zhì)量檢測(cè):
120床身內(nèi)、外部不允許有疏松、砂眼、氣孔、夾渣、裂紋等鑄造缺陷。120床身非加工表面要進(jìn)行清砂處理。
 大型球墨管件
球墨鑄鐵管件密封性能好,不易...
大型球墨管件
球墨鑄鐵管件密封性能好,不易...
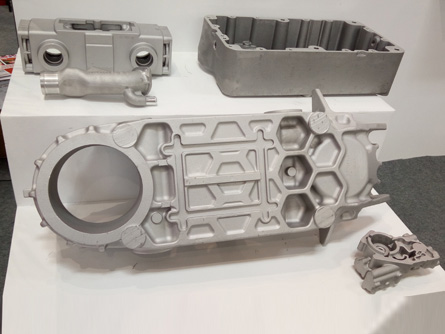
 工程機(jī)械箱體
工程機(jī)械箱體鑄件的和尺寸穩(wěn)...
工程機(jī)械箱體
工程機(jī)械箱體鑄件的和尺寸穩(wěn)...
 汽車配件鑄件
汽車配件鑄件是灰鐵鑄件,現(xiàn)...
汽車配件鑄件
汽車配件鑄件是灰鐵鑄件,現(xiàn)...
 球墨鑄造
球墨鑄造的應(yīng)用:鑄態(tài)珠光體...
球墨鑄造
球墨鑄造的應(yīng)用:鑄態(tài)珠光體...
